2:旋盤作業の基礎知識
旋盤を使う上で当たり前の常識ですが、やっぱり知らない人もいますので
軽く説明します。
バイトの取り付け方
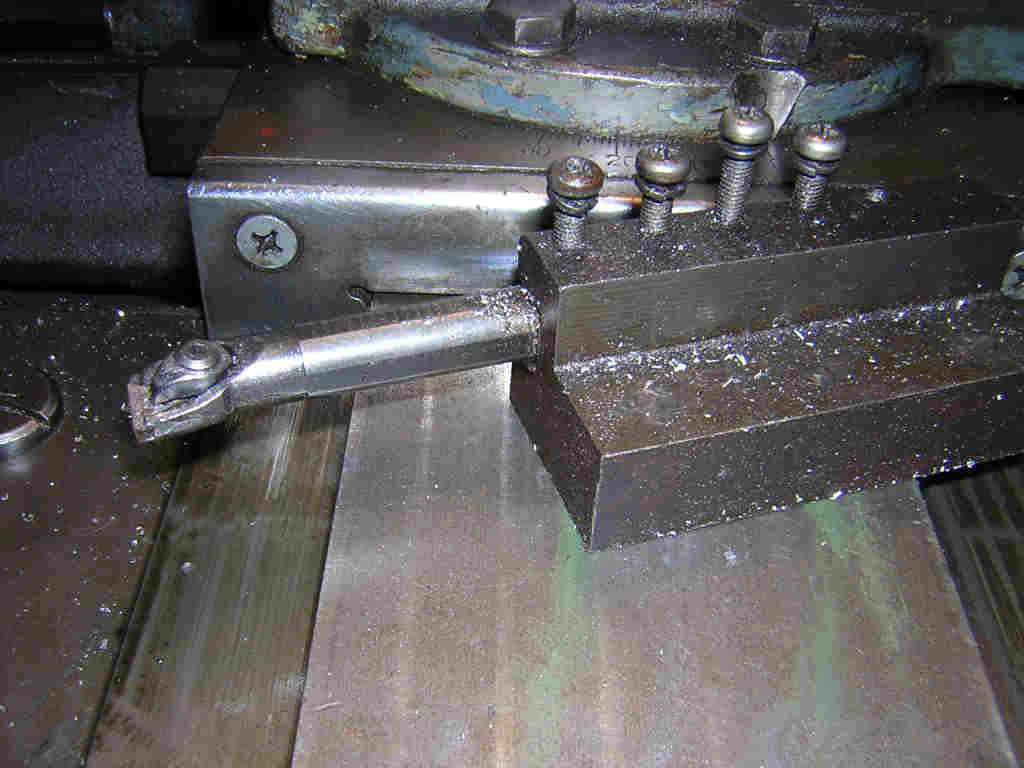
バイトは刃物台に短くセットします。
突き出しが長いとびびりを発生して仕上げ面や仕上がり寸法が悪化します。
こんなに出してはいけません。
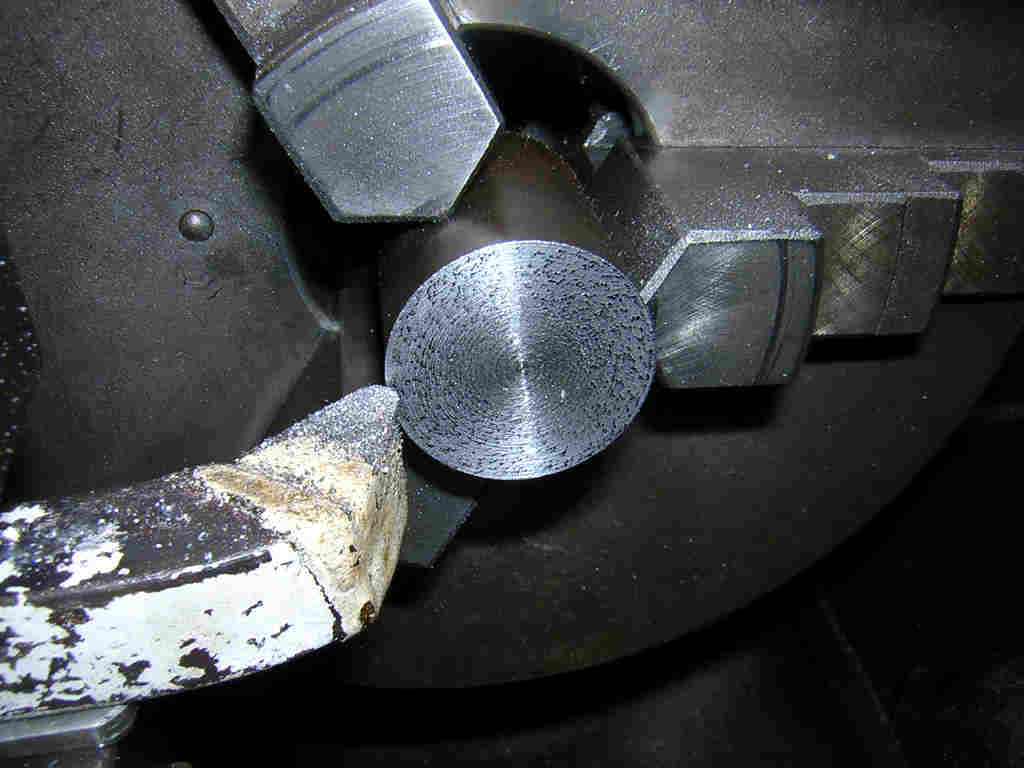
刃物を送った時にワークと刃物の中心が一致するようにします。
今は中心より大分下がっていますのでヘソ(切らない部分)がたくさん残っています。
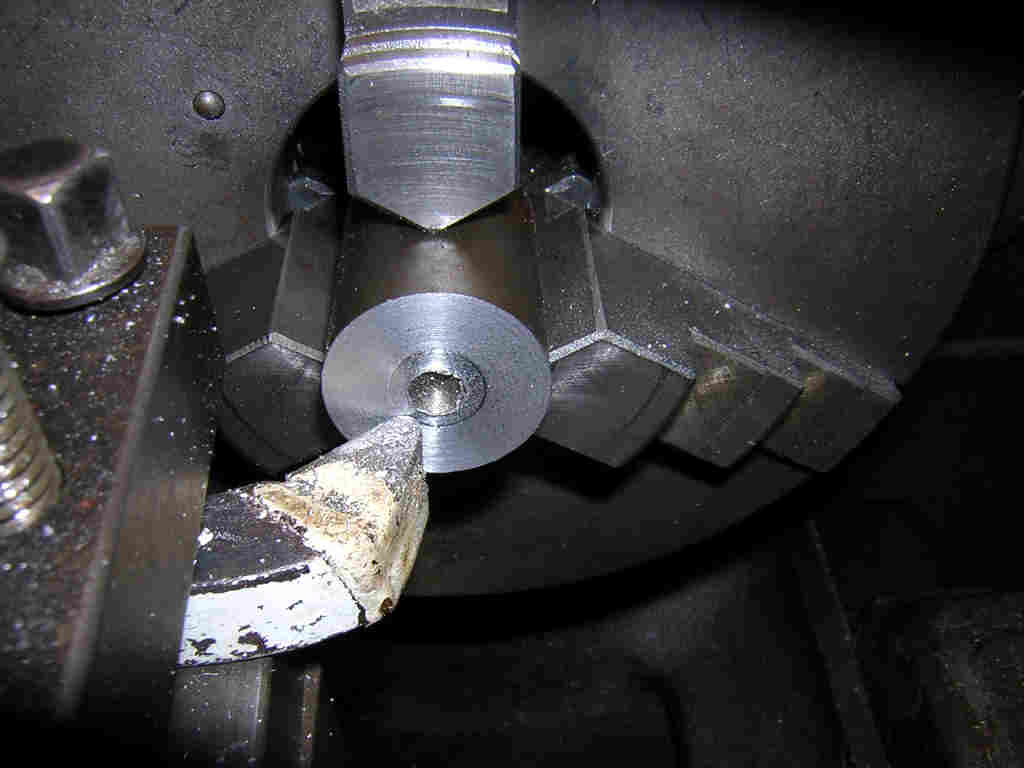
敷板を足してヘソが小さくなりました。
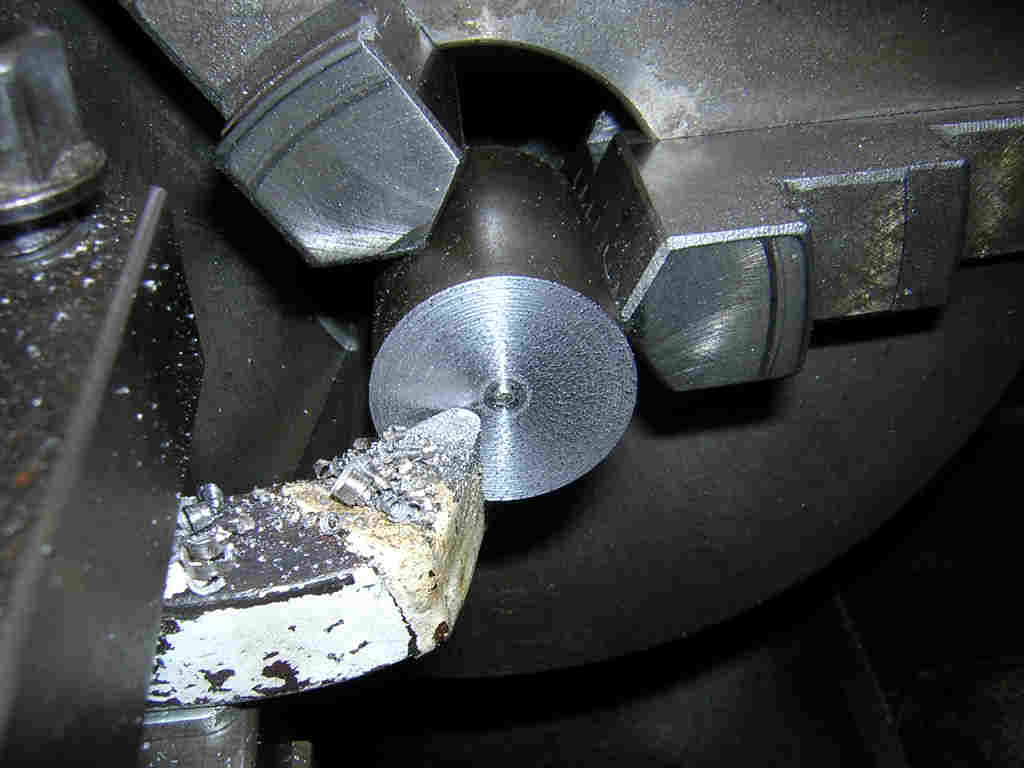
完全にへそは無くなりました。
切削油を付けていないので仕上げ面はむしれたようになっています。
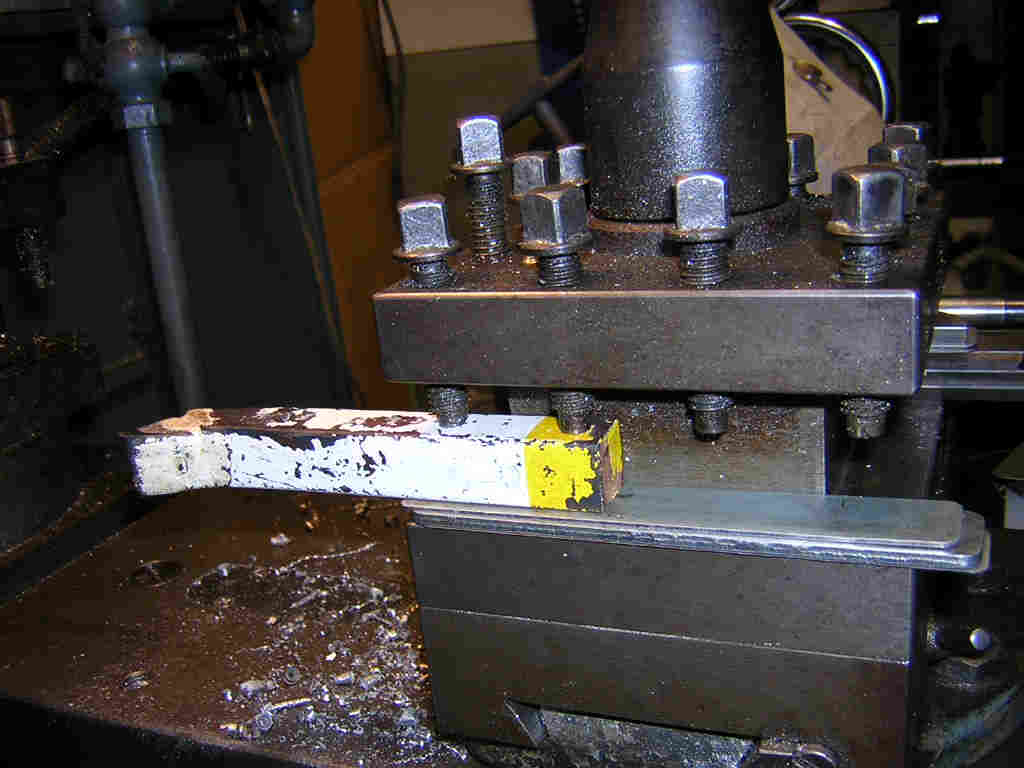
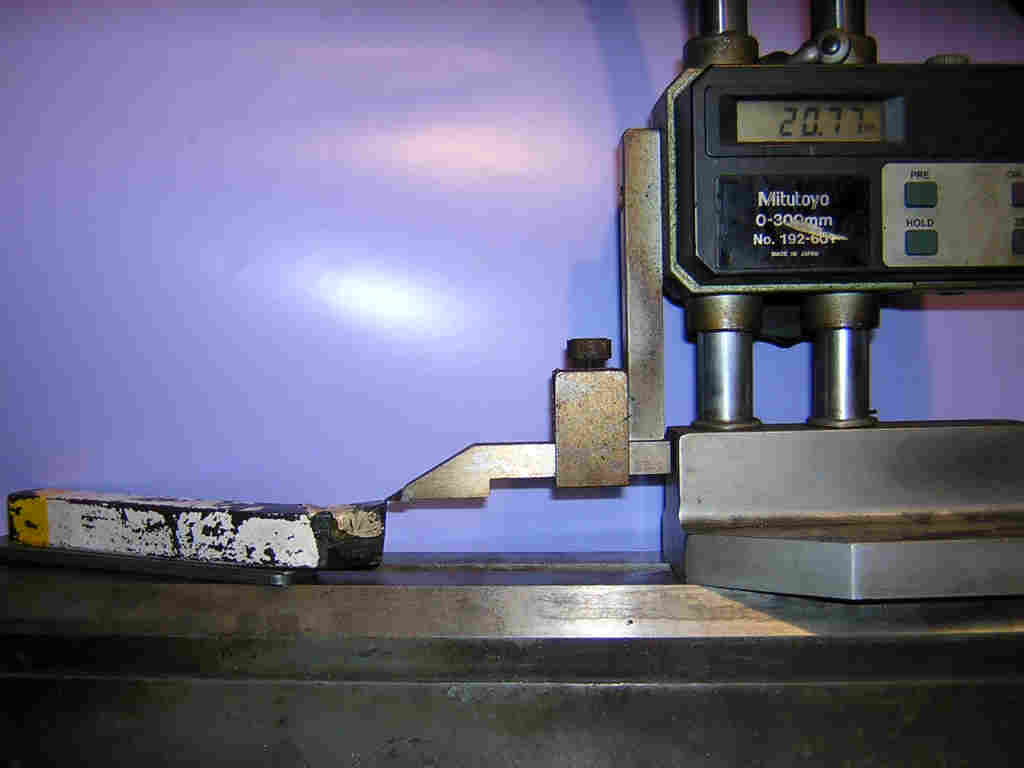
このように敷板をセットします。バイト止めねじは2本で十分です。

これが敷板です。なるべく少ない枚数で高さあわせ出来るようにいろいろなサイズを用意しておくと良いです。

このように先に高さあわせしておくとテストカット不要ですね。
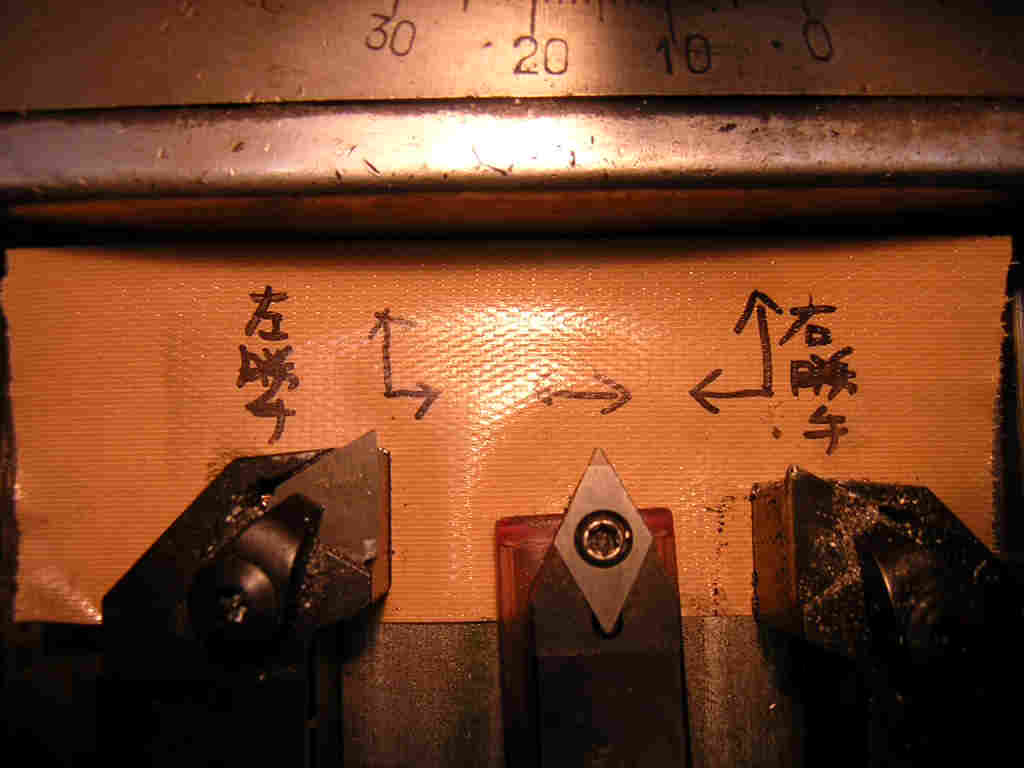
バイトの送り方向
バイトには切削送り方向があります。左から「左勝手」「勝手なし」「右勝手」と言います。
チップの知識
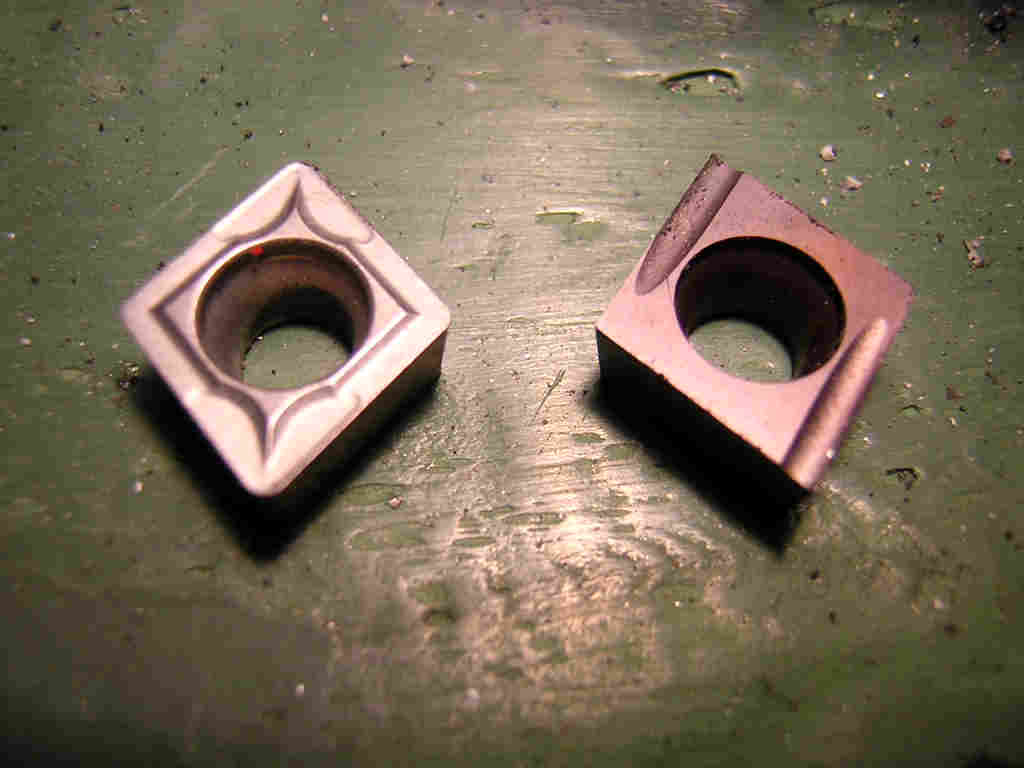
左は勝手なし、右は右勝手です・
チップ先端の角を「ノーズR」と言って左が0.8 右が0.2(mm)です。
ノーズRが大きいと切削面が滑らかに仕上がりますが、切削抵抗が大きいのでびびりやすいです。
先端の尖ったチップで高速回転、微小送りするときれいな切削面が得られます。
材種:サーメット(軽い)は鉄に向きます。アルミに使用すると溶着(溶けてくっつき)しやすいです。
超硬(重い)は、鋳物、非鉄、アルミに向いています。
小型の旋盤には右のようなチップ(刃先)が切削抵抗が少ないので適しています。
超硬ロウ付けバイトの用途
超硬ロウ付けバイトです。上から「ステンレス用」「鉄用」「鋳物・非鉄(アルミなど)」用です。

作業性の向上
穴繰りはこのようにホルダーを作成しておくとすぐに使えます。
深い穴加工が多いのでちょっと出しすぎです。
非常にびびりやすいですが、送りや切り込み量、回転数を変えて対応しています。